Most teams react to a failure as if the failure itself is the target. A defect appears, scrap happens, pressure rises, and the organization moves fast to “fix what happened.”
Innovation begins earlier than that.
Innovation starts when you define the right problem: the solvable gap created by the failure. One failure can create multiple problems, and each problem can lead to a different improvement path. When the problem is framed well, the team gains a clean runway for both root cause analysis and inventive solutions.
If you want a deeper explanation of the “failure vs. problem” distinction, link this sentence to your post “What is the problem?”.
Imagine your company produces high-quality glass discs — clean, transparent, and visually perfect.
Your manufacturing flow includes formation, thermal treatment, etching, thin-film deposition, polishing, and more. The final step is washing with pure cleaning chemistry. That last wash step is sensitive and can significantly affect the final yield.
In a typical setup:
Quality control flags an excursion: several discs show unusual, unknown defects. The affected discs are scraped.
Engineering investigates and finds a correlation: the defects begin appearing after a new batch of cleaning chemistry is introduced. Comparative chemical analysis shows both the previous batch and the suspected batch remain within specification limits. One component concentration is slightly elevated in the suspected batch, still within the spec window.
Now comes the fork in the road:
A common framing sounds like this:
“The new batch of chemistry is contaminated. The composition does not match typical chemistry.”
That framing pushes predictable actions:
This path can restore production quickly. It also brings three long-term penalties:
When teams feel “done” after disposing of a batch, they miss the most valuable part of the failure: the mechanism lesson that can improve the process.
Any failure is an opportunity for innovation.
Let’s run the same case using a structured workflow (as supported inside the PRIZ Guru platform / PRIZ Innovation Platform). The goal stays practical: define the right problem, perform root cause analysis, then generate solutions that improve robustness and performance.
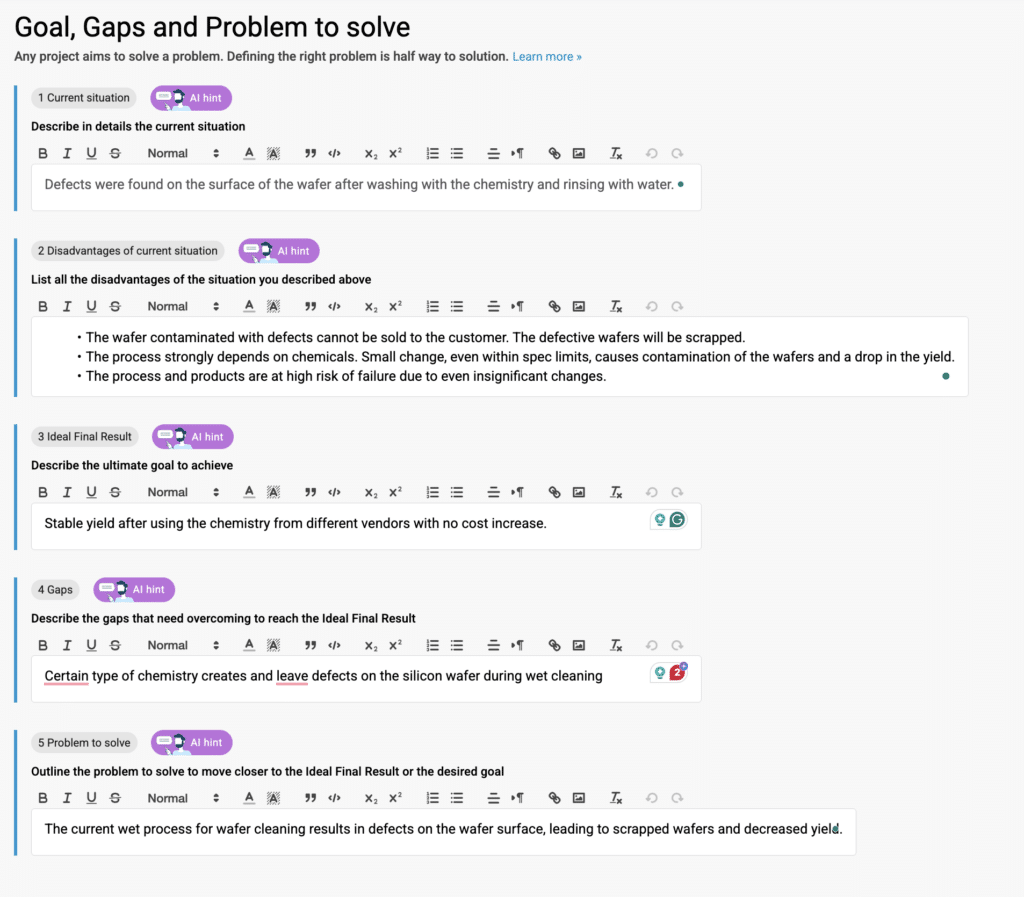
A good problem statement is built from observable facts and measurable consequences. In PRIZ, it’s defined in three steps.
Describe the deviation from normal operation—the failure as observed:
Current situation:
Defects were found on the surface of the wafer after washing with the chemistry and rinsing with water.
State the operational impact in plain terms (yield, scrap, delivery risk, customer commitments):
Disadvantages:
Ask yourself, “If I can get the perfect result, with a snap of the fingers, what would that be?”
IFR:
Stable yield after using the chemistry from different vendors with no cost increase.
The question that we need to answer here is “If we know what our ideals are, what prevents us from getting there?”
Gaps:
A certain type of chemistry creates and leaves defects on the silicon wafer during wet cleaning
Now, combine all the previous steps into an actionable statement that a team can solve:
Problem statement:
The current wet process for wafer cleaning results in defects on the wafer surface, leading to scrapped wafers and decreased yield.
That sentence is the pivot. It defines the right problem.
It focuses the team on what must change in the process. It keeps the analysis stable even when the suspected “culprit” changes (batch A, batch B, supplier X, supplier Y).
Quick quality-check for your problem statement:
With the right problem defined, the team can now do root cause analysis without drifting into supplier speculation.
PRIZ supports RCA through a 5+ Whys: a structured “Why?” chain that helps teams build causal logic on the left side, and capture solution ideas on the right side as the chain develops.
This matters because a strong RCA produces more than a label (“bad batch”). Strong RCA produces:
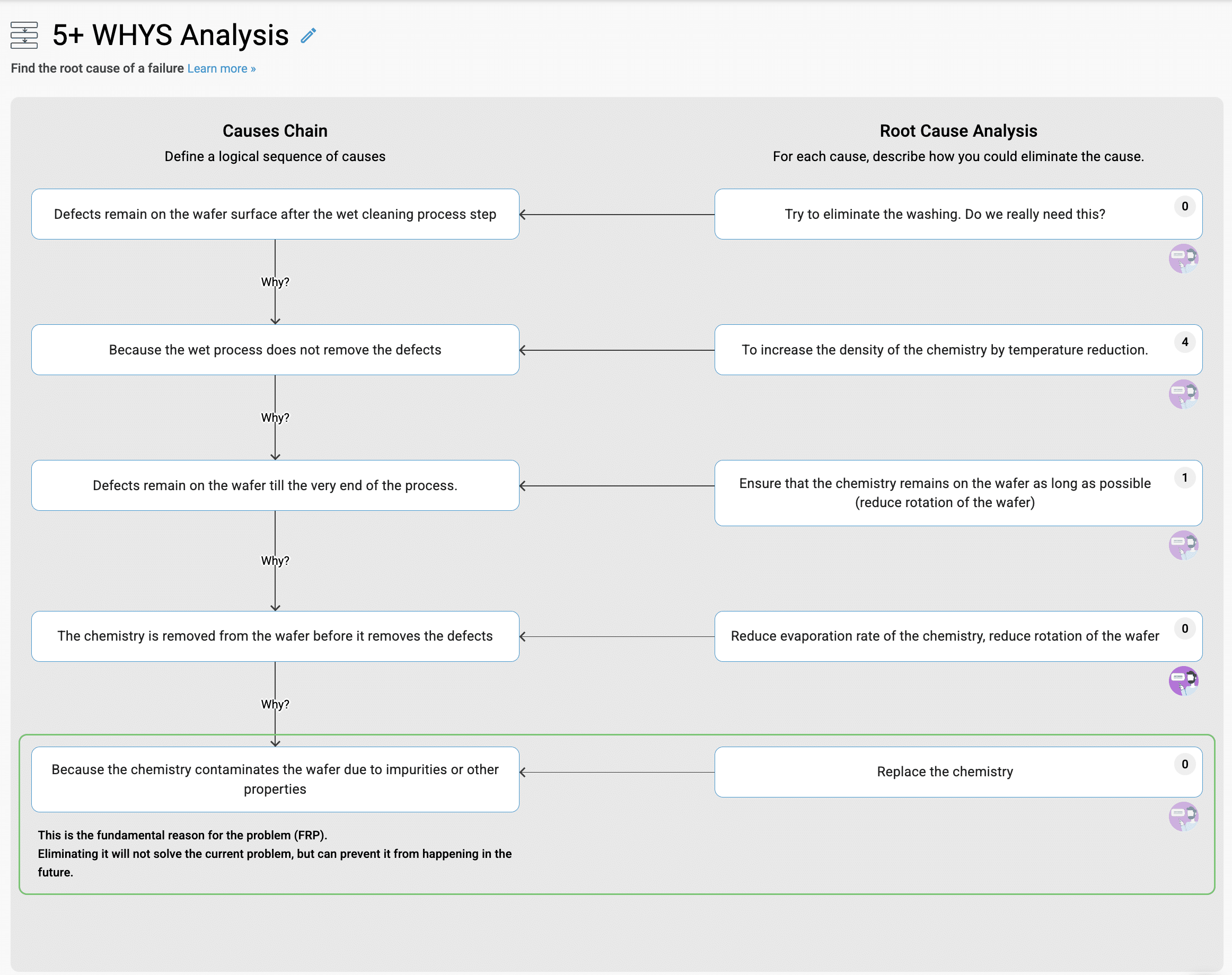
A surface-level conclusion is tempting: “the batch caused it”. In many teams, that becomes the endpoint.
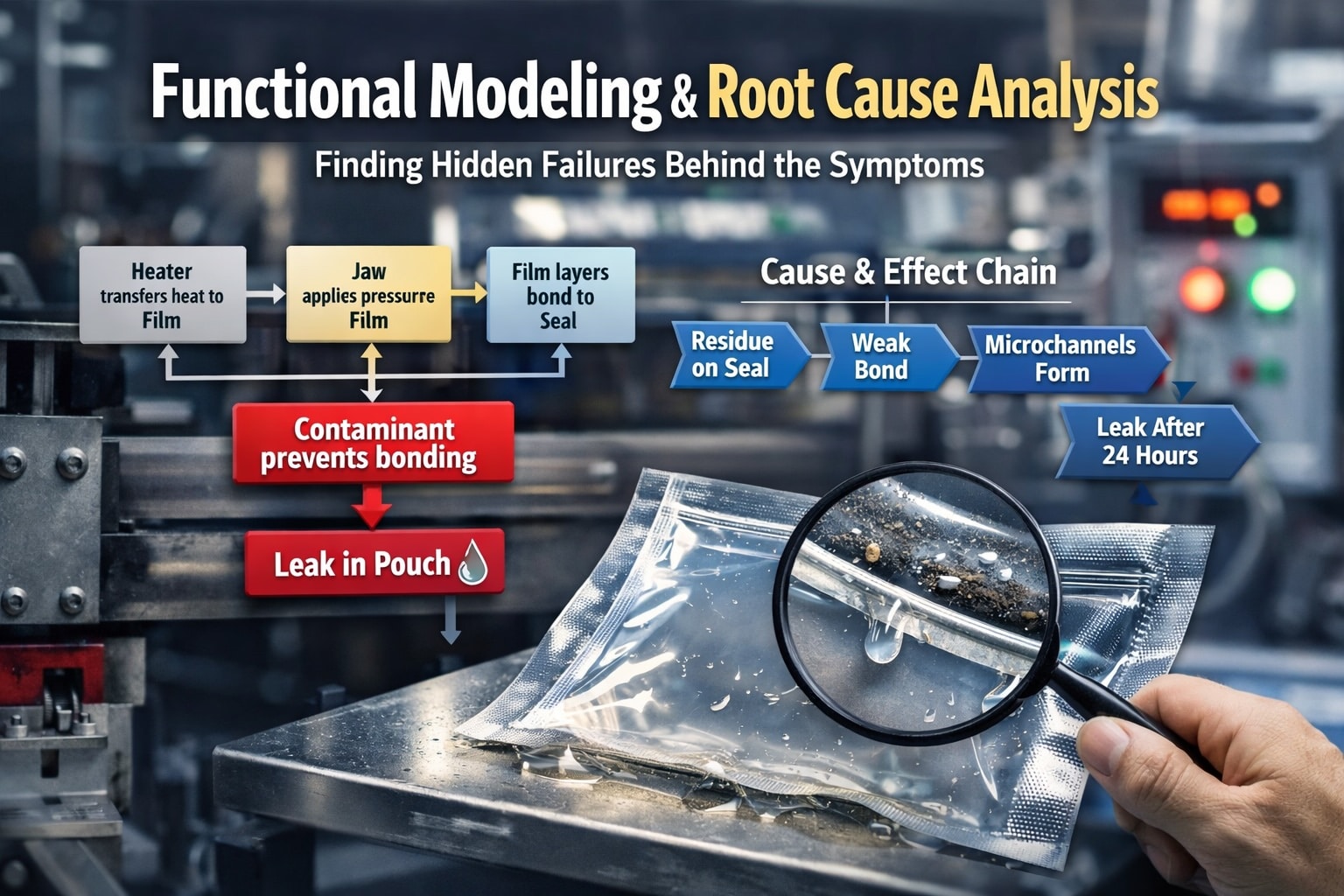
A mechanism-focused RCA goes further. Summarizing the causal logic and generated ideas produces a model like this:
This model shifts the team from “chemistry blame” to process robustness. It explains why a within-spec variation can still trigger defects: the process is operating near a boundary where evaporation wins.
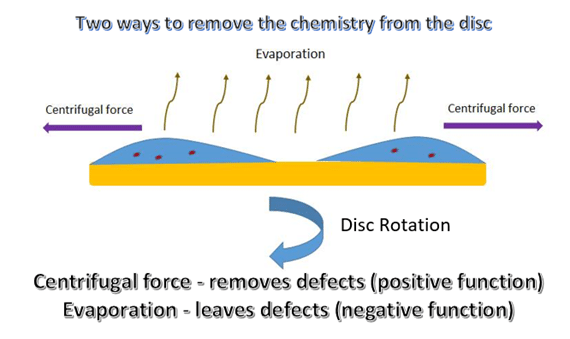
This pattern appears in many processes: any step where contaminants must be removed by a fluid can fail when evaporation, airflow, orientation, temperature, pressure, or time shifts the balance away from removal. The “right problem” often lives in the mechanism: what causes the system to stop doing the cleaning job reliably.
Now the problem becomes concrete:
We want chemistry to leave the disc primarily via removal (wash-off), not evaporation.
That goal leads naturally to solution directions such as:
Soon, the team encounters a classic tradeoff:
This is an engineering contradiction: improving one parameter worsens another.
The 40 Inventive Principles come from TRIZ, a structured innovation approach developed from large-scale patent analysis. In practice, the principles work as thinking prompts: they suggest patterns that have solved similar contradictions in other contexts.
Important reminder:
Principles are not solutions. Principles help teams generate solutions.
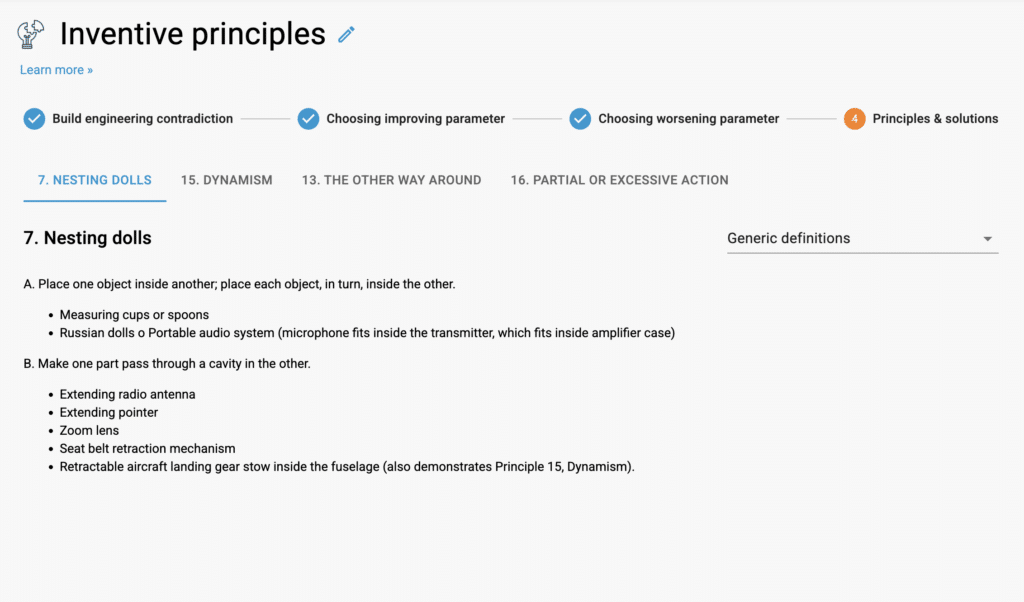
Once you define the contradiction and select improving/worsening parameters, PRIZ can suggest a small set of principles to explore.
In this example, the platform suggests four:
A single nozzle creates a specific coverage pattern. A shower head creates many micro-nozzles and can be designed with variable hole sizes.
Concept: Replace the single nozzle with a shower-style distributor to increase uniformity and residence time across the disc surface.
Idea #1: Replace the nozzle with a shower-style delivery head.
A constant flow treats the entire wash interval the same. An adaptive profile can target when removal is most needed.
Concept: Use variable flow, especially near the end of the process, to improve particle removal and reduce the chance that evaporation “wins” during the final moments.
Idea #2: Use a variable flow profile during cleaning.
Why keep the disc “face up” during washing? Orientation influences drainage and how droplets and particles behave during spin and evaporation.
Concept: Wash with the disc “face down” to improve drainage and support removal.
Idea #3: Keep the disc “face down” during washing.
Read the principal explanation in the platform and generate at least two concepts that apply “slightly more / slightly less” to the variables that control evaporation vs removal (time, rotation, airflow, pressure, temperature, chemistry volume).
Use this checklist to force clarity before your team invests time in debates and actions:
Two fast examples (to reinforce generalization):
Any failure is an opportunity for innovation.
The key to innovation success is the correct definition of the problem.